





關(guān)鍵詞 |
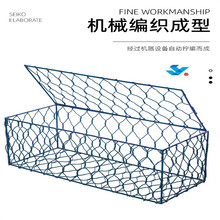
靜安裝石頭籠子,裝石頭籠子,建筑擋土墻裝石頭籠子 |
面向地區(qū) |
產(chǎn)地 |
河北 |
|
品牌 |
宇利 |
用途 |
多種用途 |
規(guī)格 |
可定制 |
編織工藝 |
其它 |
材料 |
鍍鋅絲 |
目數(shù) |
其它 |





 延邊州地區(qū)石頭籠子24小時(shí)批發(fā)商
延邊州地區(qū)石頭籠子24小時(shí)批發(fā)商
 黃山市地區(qū)不銹鋼網(wǎng)片24小時(shí)生產(chǎn)
黃山市地區(qū)不銹鋼網(wǎng)片24小時(shí)生產(chǎn)
 甘南州地區(qū)格賓網(wǎng)籠24小時(shí)價(jià)格
甘南州地區(qū)格賓網(wǎng)籠24小時(shí)價(jià)格
 淮南市地區(qū)六角網(wǎng)24小時(shí)報(bào)價(jià)單
淮南市地區(qū)六角網(wǎng)24小時(shí)報(bào)價(jià)單
 甘南州地區(qū)雙絞合六角網(wǎng)24小時(shí)大
甘南州地區(qū)雙絞合六角網(wǎng)24小時(shí)大
 新鄉(xiāng)市地區(qū)六角網(wǎng)箱24小時(shí)價(jià)格
新鄉(xiāng)市地區(qū)六角網(wǎng)箱24小時(shí)價(jià)格
 玉樹(shù)州地區(qū)石籠網(wǎng)箱24小時(shí)生產(chǎn)基
玉樹(shù)州地區(qū)石籠網(wǎng)箱24小時(shí)生產(chǎn)基
 巴音郭楞州地區(qū)格賓網(wǎng)片24小時(shí)生
巴音郭楞州地區(qū)格賓網(wǎng)片24小時(shí)生
 內(nèi)江市地區(qū)石籠網(wǎng)廠家24小時(shí)生產(chǎn)
內(nèi)江市地區(qū)石籠網(wǎng)廠家24小時(shí)生產(chǎn)
 日照市地區(qū)不銹鋼網(wǎng)片24小時(shí)生產(chǎn)
日照市地區(qū)不銹鋼網(wǎng)片24小時(shí)生產(chǎn)
 遵義市地區(qū)固濱籠24小時(shí)報(bào)價(jià)單
遵義市地區(qū)固濱籠24小時(shí)報(bào)價(jià)單
 大理州地區(qū)石籠網(wǎng)卷24小時(shí)報(bào)價(jià)單
大理州地區(qū)石籠網(wǎng)卷24小時(shí)報(bào)價(jià)單
 朝陽(yáng)市地區(qū)格賓網(wǎng)箱24小時(shí)生產(chǎn)工
朝陽(yáng)市地區(qū)格賓網(wǎng)箱24小時(shí)生產(chǎn)工
 保山市地區(qū)三擰石籠網(wǎng)24小時(shí)生產(chǎn)
保山市地區(qū)三擰石籠網(wǎng)24小時(shí)生產(chǎn)
 阿里地區(qū)包塑格賓網(wǎng)箱24小時(shí)生產(chǎn)
海南省地區(qū)建筑網(wǎng)片24小時(shí)大型實(shí)
阿里地區(qū)包塑格賓網(wǎng)箱24小時(shí)生產(chǎn)
海南省地區(qū)建筑網(wǎng)片24小時(shí)大型實(shí)
 上海地區(qū)固濱墊24小時(shí)大型實(shí)體廠
上海地區(qū)固濱墊24小時(shí)大型實(shí)體廠
 珠海市地區(qū)格賓網(wǎng)網(wǎng)箱24小時(shí)批發(fā)
珠海市地區(qū)格賓網(wǎng)網(wǎng)箱24小時(shí)批發(fā)
 襄陽(yáng)地區(qū)包塑格賓網(wǎng)箱24小時(shí)生產(chǎn)
銅陵市地區(qū)固濱墊24小時(shí)價(jià)格
襄陽(yáng)地區(qū)包塑格賓網(wǎng)箱24小時(shí)生產(chǎn)
銅陵市地區(qū)固濱墊24小時(shí)價(jià)格

————— 認(rèn)證資質(zhì) —————
上海本地鉛絲石籠網(wǎng)片熱銷(xiāo)信息
